The Glassmaking Process
Glass manufacturing is a highly energy-intensive process, so optimising the combustion conditions is essential to minimise energy costs and ensure compliance with air pollution emissions regulations.
The first requirement for combustion optimisation is to set the correct fuel: air ratio. In general, the requirement is to minimise the amount of excess air whilst still allowing complete combustion of the fuel. This requires a knowledge of the oxygen (O2) and carbon monoxide (CO) concentrations in the flue gases. A high oxygen concentration is an indication that heat is being wasted by venting hot air through the stack, whereas excess carbon monoxide is an indication of incomplete combustion. In most cases, the CO concentration is below 100 ppm but, on furnaces with failing regenerators, CO values in excess of 70,000 ppm are possible, so a wide measurement range is essential. The Lancom 4 can accommodate both a low and a high range CO sensor. Where the CO concentration exceeds the maximum range of the low CO sensor, the sensor is automatically purged with ambient air and the instrument switches to the high-range sensor.
The next requirement is to minimise emissions of oxides of nitrogen (NOx). There is a direct correlation between peak flame intensity and formation of NOx. Based on Zeldovitch’s theory, any parts of a flame that are above 1600 °C will form thermal NOx.
Generally, the higher the temperature the greater the risk of dissociating oxygen and forming thermal NOx, which is dominant in glass melting furnaces. While a flue gas analyser such as
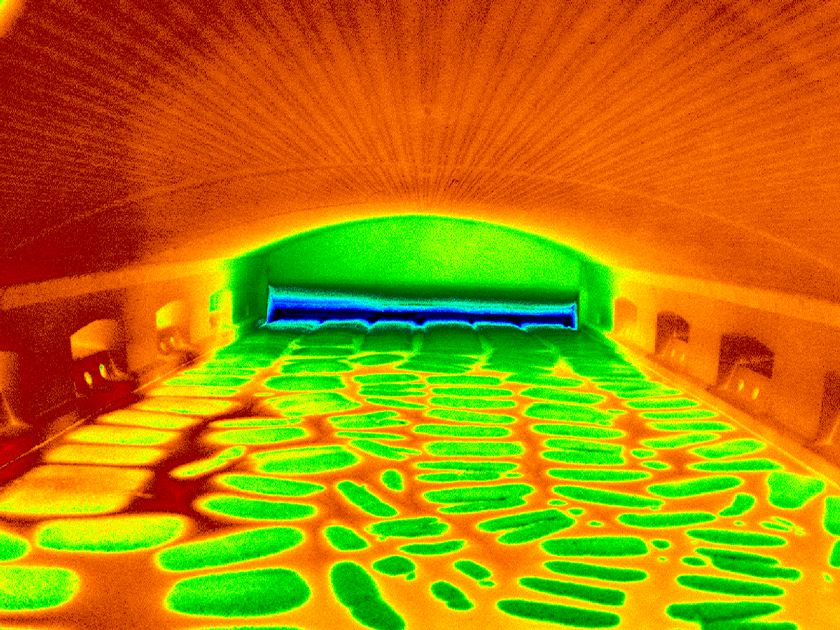
AMETEK Land’s Lancom 4 can show which exhaust ports have the highest NOx, it may not indicate which of the burners is generating the most NOx. Fortunately, the AMETEK Land
NIR-B infrared borescope imager is the ideal tool for this. When the burners are firing, the indicated temperatures are not real, since we do not know the emissivity of the flames, but the application of relative isotherms within the image offers the ability to see which flames are typically hotter and give an indication of the flame length.
Many
glass melting furnaces have a water-cooled sampling probe which is robust and effective, but it is not ideal for portability. The Lancom 4 has a high-temperature probe which includes a mullite ceramic tube which is resistant to the high temperatures found in a glass furnace but is rather fragile. Depending on the glass type, sample location and furnace operating conditions you should allow for probe breakage, so you should have one or more spare probes on-hand.
When working on an oxy-fuel furnace it is important to consider that at stoichiometric conditions there is in theory 66% water. The reality is that it will be less than this but still a significant potential to literally flood the instrument. When measuring the emissions from an oxy furnace try to get to as close as the furnace as possible since there can be strange flows in the flue system specifically when more than one port is used. The benefit of oxy fuel is that conditions are typically steady state and no need to wait for a full firing cycle on a regenerative furnace. The exhaust port is typically under negative pressure, so you should always seal the probe with fibre to reduce parasitic air ingress.
On an end-fired furnace, the port neck is the best location from an emissions perspective but is likely more difficult from a health and safety perspective. The target wall is often used since there is almost always access platforms. This point is close to the potential location of a Lambda or oxygen probe sensor. It is important to remember that an insitu oxygen sensor measures on a wet basis. Because of the sample conditioning the oxygen in a Lancom is a % dry basis
Lancom 4
Lancom 4 is a portable flue gas analyser that is integrated into a compact battery-powered unit and can measure up to eight gases simultaneously with nine separate sensors (including high- and low-range CO). Simple to set up and easy to operate, Lancom 4 enables highly accurate spot and semi-continuous gas testing, adaptable to a wide variety of applications and ensuring a plant maintains full compliance with safety and emissions requirements.

Customisable to specific gas measurements and process stream conditions, a probe extracts the gas sample, while advanced real time processing techniques produce the highly accurate combustion and emissions calculations needed. A ceramic probe tube is used for high temperature applications such as those in
the glass industry. The Lancom is designed to operate for 8 hours on battery which is exceptional for any portable emissions measurement device.
The Lancom comes with a water catch pot, external filter, external dehydrator and finally an internal micro-filter which provides a good degree of instrument protection when working on a glass furnace. In some cases, an additional filter system and gas preparation system may be used - such additional protection will only extend the life of the analyser and increase the reliability.
The instrument uses ambient air as a zero gas, and the instrument performs a zero calibration each time it is switched on, and it calibrates the oxygen sensor to a standard concentration of 20.9%.
AMETEK Land recommends an annual calibration at the factory, but on-site calibration is quick and easy if the relevant calibration gases are available at the test site. If a stack testing team is on-site it may be possible to use their calibration gases to check your instrument.
In most cases, the instrument exhaust can simply vent to the ambient air. If the Lancom 4 is used in a confined location, the user should connect a hose to the exhaust and vent to a remote area.