Background radiation is a challenge for infrared temperature measurement in industrial furnaces, as it makes cool products appear hotter than they are.

Industrial furnaces are typically used to heat parts for further processing, e. g. steel slabs need to be reheated in so called reheat furnaces to get to the temperature being hot rolled or further processed
Or even in coating lines, like steel coating lines CAL/CGL (continuous annealing lines / continuous galvanizing lines, steel is heat treated and coated.
In such industrial furnaces the stock is inserted into the furnace for heating up or/and heat treatment at a much colder temperature than the furnace temperature, while the furnace is heated to the target temperature of the stock or even higher.
Due to multiple reflections of the hot furnace refractory and its emitted radiation on the surface of the stock in the furnace, e. g. a steel slab or strip, the stock surface temperature seems to be much hotter than it is.
This reflection influence is called “background radiation”.
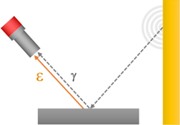
A pyrometer, line scanner or thermal imager, used for non-contact temperature measurements, detects the direct emitted infrared radiation of the stock surface in a hot furnace and, in addition, the reflected radiation from the furnace refractory at the spectral response of the instrument. The instrument will measure a temperature, which is higher than the real object temperature, influenced by the additional background reflection. Especially at the beginning of a heating process of cold stock in a hot furnace, the background radiation influence is the greatest, based on the Stefan- Boltzmann Law.
Influence of background radiation
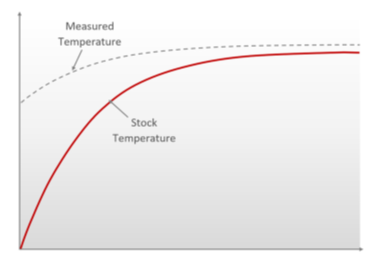
From the Stefan-Boltzmann Law: P= σ•A•T4 (σ: Stefan Boltzmann constant 5,67•10-8), the temperature T appears to the 4th power, which results in an increase of the radiation power by a factor of 16 by just doubling the temperature. Reaching the thermal equilibrium, the background radiation influence gets lower, but still is present – see figure.
Example: Furnace temperature 1,000 °C (1273 K) with multiple reflections in the furnace results in an emissivity of ε(Σ)=100% of the furnace refractory. Object temperature is 100 °C (373 K) at an Emissivity ε(λ)=80%. The whole radiation intensity P then results in:
•
80% (ε) emission – of the object
•
20% (γ) reflection – background radiation
•
0% (τ) transmission = 0
(most materials do not transmit any visible or infrared radiation, therefore, the reflection on the stock surface is: γ = 1- ελ and the transmission is τ=0)
Resulting to:

 Why is background compensation important?
Why is background compensation important?
All
AMETEK Land pyrometer, line- scanner and thermal imaging systems provide a static or dynamic background compensation by easily inputting a background temperature value and by using an online measurement, given by a background pyrometer or a thermocouple reading.
Dynamic or online background compensation enables a highly accurate temperature reading of the stock in a furnace, while automatically compensating for the influence of background radiation. The correct object surface emissivity needs to be evaluated and integrated into the background calculation, too.
 Pyrometer measurement without compensation Pyrometer measurement with compensation
Pyrometer measurement without compensation Pyrometer measurement with compensation
Without active background compensation, it would not be possible to read the correct stock temperatures in furnace heating processes, which may lead to further processing issues in the process.
Contact your global sales and support team to discuss the best temperature measurement solution for your furnace application.