To measure the temperature of shiny metal surfaces at lower temperatures, such as metal strips in cold rolling processes, using non-contact infrared temperature measurement methods, like pyrometers, IR-scanner or thermal imagers, several parameters need to put into consideration to get the most accurate temperature reading in the process.

Apart from the object temperature, the surface emissivity and the environmental conditions are important parameters influencing the measurement.
Therefore, it is important to select the best working instrument and system depending on the application.
Typically, in an application where the background temperature (the temperature of the objects in the background like machine parts reflected on the surface of the object to be measured) are lower or much lower than the object temperature itself, the shortest possible spectral response (wavelength) should be used for an instrume
nt (pyrometer, scanner or thermal imager) to measure the temperature, reducing the reading error by emissivity changes.

The reason is, that in the case of emissivity changes or a different selected emissivity deviating from the real surface emissivity of the measuring object, the reading error is bigger at longer wavelengths and smaller at shorter wavelengths (see graph).
Typically the lower the object temperature is, the longer the wavelength of the instrument needs to be, which can often be a challenge in applications where the surface emissivity may change during the process. Especially shiny metal surfaces typically have a lower emissivity and higher reflectivity.

To even use this effect of lower surface emissivities, higher reflections and lower temperatures, a common method is the wedge effect measurement, which was discovered in 1984 by researchers at Nippon Kokan, Japan. They found that the cavity formed where a strip leaves a transition roll has a very high and stable emissivity, regardless of the emissivity value. Because the cavity has an emissivity of almost 1 and ε = 1- γ, the technique is valid for heating sections where the background temperature is significantly higher than the strip temperature, such as vertical annealing lines.
The cavity formed between the strip and the roll is widely known as a wedge. The multiple internal reflections produced within it integrate to produce a black body environment. Further research conducted in 1986 by AMETEK Land researchers found typical wedge emissivity was 0.995 (very near to 1 (100%). The wedge emissivity is also stable over a range of IR wavelengths.
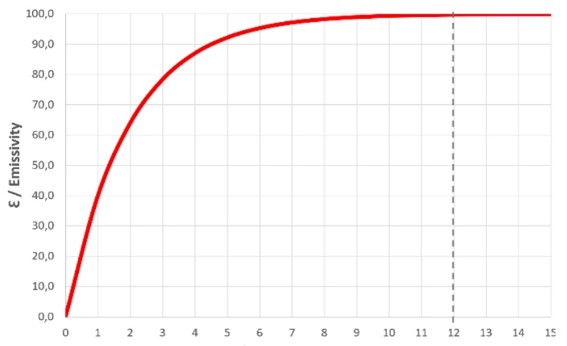
Multiple internal reflections increase the Emissivity (graph)
AMETEK Land provides a system to measure into the wedge, using a pyrometer, scanner or thermal imager. Thermal imagers are typically used, if the wedge position is not stationary, e. g. during coiling processes.
The thermal imaging based wegde measurement systems, including the smart advanced LWIR-640 thermal imaging camera, allows the continuous measurement still following of the wedge temperature, which results into a measurement of the real strip measurement without influence of emissivity changes or background reflection influences (see system diagram of Thermal Imaging based Wedge Measurement System).


In applications, where no wedge is accessible and surface emissivity is low and frequently changes e. g. on aluminum profiles just leaving the extrusion press or at the quench exit, special application pyrometers are needed, to compensate for both effects and to give the correct reading, based on advanced algorithms developed for these special applications, like the
SPOT AL pyrometer series.
For “in furnace applications” without the possibility accessing a wedge and where a hot background temperature (refractory) are present, either a water cooled sighting tube can be used to eliminate the background reflection influences, or a thermocouple (T/C) reference temperature reading can be used online to compensate for the background reflection within the
SPOT pyrometer.

In metal strip coating processes, the
SPOT GS advanced application pyrometer allows to automatically detect and correct for changing object temperatures, such as strips in continuous annealing and galvanizing lines. The calculated emissivity can also be used for further instrument measurements.
All advanced
SPOT smart multi-mode pyrometers can be adapted to additional and future applications, based on application modes being specifically optimised for upcoming and challenging temperature and emissivity measuring applications just by updating the instrument firmware.
In any case, we recommend getting in contact with our application specialists and engineers to select the best working temperature measurement solution for our application.