Forging is one of those processes where experience, material behaviour and temperature all come together at the same moment.
When everything is right, you achieve the geometry and mechanical properties you are aiming for. When something is slightly off, the impact often shows up later as defects, excessive die wear or inconsistent product quality.
In this blog, I want to give a practical introduction to forging applications, with a particular focus on temperature measurement and why it plays such a critical role throughout the process.
The forging process in practice
Forging is a manufacturing method in which metal is shaped by compressive forces to achieve the required geometry and material properties.
The process starts with semi-finished products such as billets or bars, which are heated to forging temperature. For steel, this is typically around 1250 °C. At this temperature, the material can be formed efficiently without damaging its microstructure.
Smaller components are usually heated quickly and accurately using induction systems or gas-fired furnaces. Larger semi-finished products, on the other hand, need more time to reach a uniform temperature across their volume. These are therefore heated over a longer period in reheating furnaces to ensure consistent conditions before forming.

Figure 1: Press forging and induction heating for smaller drop forged components
Once the workpiece is heated, it must be transferred to the press or hammer and formed within a defined temperature window. This is essential. If the temperature drops too far during handling or forming, the component may need to be reheated. Allowing the temperature to fall outside the specified range increases the risk of microstructural damage, higher scrap rates and unnecessary die wear.
In hot forging, temperatures are kept above the recrystallisation temperature of the material. Warm forging takes place at intermediate temperatures, where manufacturers aim to balance formability, dimensional accuracy and tool life.
After forming, the component is cooled at a controlled rate to achieve the desired microstructure and mechanical properties. Depending on the alloy and the final application, this may involve air cooling, forced cooling or additional heat treatment steps. The cooling strategy directly influences hardness, ductility and toughness, and helps ensure consistent results from part to part.
Why temperature measurement and control matter so much
In forging, temperature is not just another process variable. It is one of the most critical parameters, and it needs to be monitored throughout the process.
This becomes especially important for safety relevant components, such as parts used in the automotive or aerospace industries. In these cases, traceability and documentation are not optional. The temperatures measured during production must be recorded and reliably linked to the correct component so that quality requirements can be verified and audits can be supported.
Traditional contact-based measurement methods, such as handheld or mobile thermocouples, are often limited to spot checks. They can interrupt the process, require operators to approach hot components and rarely provide the continuous measurement coverage needed in modern forging operations. In many cases, they simply do not meet today’s expectations for repeatability and documentation.
As a result,
non-contact temperature measurement has become standard practice in forging.
Fast, point based pyrometers are widely used and provide reliable measurements of a single spot on the workpiece, or a line in the case of moving components, before forging. However, they only show part of the picture.
To gain a more complete understanding,
infrared linescanners and industrial
thermal imagers are used to measure temperature across an entire area. This makes it possible to see not only the overall temperature level, but also how it is distributed across the surface. Hot spots and cooler regions become immediately visible, allowing potential issues to be identified before they affect forming behaviour or final part quality.
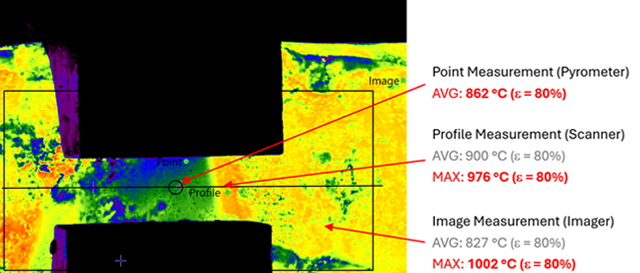
Figure 2: Comparison of point, profile and image based non-contact temperature measurement in forging applications
Choosing the right non-contact measurement approach
Different forging applications call for different measurement strategies. Each non-contact instrument type has its place, depending on component size, process speed and the level of detail required.
Pyrometers are typically used for small components, particularly in drop forging. Parts are often transported quickly to the forging hammer by conveyor systems, and each part needs to be measured safely and reliably before forming.
Infrared linescanners are well suited to larger components in press and die forging applications, especially long products such as bars or waste material. They provide a temperature profile across the product width, helping to identify gradients that could influence forming.
Thermal imagers are mainly used for large and very large components, particularly in press forging. By capturing a full temperature image, they allow manufacturers to monitor temperature distribution and identify hot spots at various stages of the process, ensuring the correct forming temperature is maintained.

Figure 3: Examples of non-contact temperature measurement in different forging applications